Quality Assurance
Incident and non-conformance management procedure
Modified date: September 26, 2025
Purpose: The purpose of this procedure is to define the steps for the detection, handling, documentation, and follow-up of non-conformances and incidents at Boulart.
It aims to ensure food safety, compliance with regulatory requirements, and customer satisfaction.
It also ensures that any non-conforming or suspect product (raw materials, in-process products, finished products) is immediately placed on hold, rigorously evaluated, and appropriately treated prior to any use or distribution.
Responsibility: VP Operations, Production Director, Production Supervisors, Inventory Manager, Packaging Supervisor, Packaging Team Leaders, and employees from Logistics, Maintenance, and Quality departments.
Scope: This procedure applies to all plant departments and covers:
- Non-conforming raw materials
- Non-conformities in semi-finished products identified on production lines following a production incident (physical, chemical, biological, allergen contamination / customer quality issue)
- Non-conforming finished products
- Non-conforming equipment and work environment
- Customer complaints / recalls
Prevention of Incidents and Non-Conformances
Boulart implements preventive measures to reduce risks of non-conformances and incidents that could compromise product safety, quality, or regulatory compliance.
1.1 Training and Awareness
Upon hiring, employees receive all necessary training related to contamination prevention and incident control based on their roles (QUA-PR-D-01 Training Program). Refresher training is conducted annually.
1.2 Preventive Controls
Preventive equipment controls are implemented to prevent wear and mechanical failures. Frequencies are defined based on plant history, risk level, and equipment characteristics.
Raw materials are inspected upon receipt based on defined criteria, and production parameters are monitored and verified in real time (CCPs, prerequisite programs, etc.).
1.3 Internal and External Audits
Each department undergoes a full internal audit according to the annual plan. Audits are conducted by trained auditors independent of the audited department.
1.4 Regulatory Monitoring
To prevent regulatory non-conformances, an active and structured regulatory monitoring system is maintained by the Quality department to ensure continuous compliance with legal, standard, and customer requirements.
Methods implemented:
- Continuous training of the Quality team
- Participation in specialized training (food safety, labeling, allergens, SQF, HACCP, etc.)
- Monitoring updates to GFSI standards (e.g., SQF, BRCGS), Canadian regulations (CFIA), and international regulations (FDA, Codex, etc.)
- Subscription to official information sources The Quality team subscribes to regulatory alerts and newsletters from: SQF Institute, CFIA, Health Canada, FDA, NSF International, and other relevant sources.
2. Management of Non-Conformances and incidents
Despite preventive controls, incidents may occur during production (equipment failure, contamination from environment or personnel, recipe/format/packaging errors, metal detector failure, etc.).
Non-conformances may also be identified during audits or routine verification activities.
2.1 Non-Conforming Raw Materials and Packaging Materials
All raw materials and packaging materials are inspected upon receipt according to defined criteria recorded in Paperless document QUA-FO-B-06 (Incoming Ingredient Evaluation). Non-conforming materials are places on hold, identified with a red hold tag, returned to supplier or destroyed. All receipts are recorded in Sage X3 and validated by the HACCP Coordinator to ensure traceability.
2.2 Non-Conformities in Semi-Finished or Finished Products
The Production Supervisor must immediately notify all relevant personnel when an incident occurs:
- Notify maintenance (electromechanic) if intervention is required.
- Notify Quality Control Technician.
- Notify Packaging Team Leader if increased monitoring is required.
The initial response is to identify affected product and production window, place product on hold, initiate corrective intervention (maintenance, sanitation, production). An approval from Quality is required before restarting production. A risk assessment is then conducted to determine product disposition.
In the event of equipment breakdown, Maintenance must repair equipment quickly, recover any missing parts that could contaminate the product, provide detailed description if parts are missing for risk assessment.
Product Hold
Quality Control is responsible for placing product on hold in Sage X3 (hold codes are defined in Table 1). Management personnel, as well as any other individuals who may be affected by the incident, must be notified by email via the Quality Report. The HACCP Supervisor / SQF Practitioner and/or their delegate is responsible for creating a “Product Hold” deviation in the Paperless system and documenting the incident. Note: no deviation is required for automatic holds (QP status).
It is the responsibility of the Logistics/Shipping department to isolate the product in the designated quarantine area. If the product has already been stored in inventory at the time of the hold, the quarantine is first applied within the system and will be performed physically as soon as possible. Note that it is not possible to allocate a pallet on hold to an order, as it is blocked within the system.
In Paperless :
- Open a product hold deviation including all the information that is available in the Quality Report.
- Complete all sections and attach supporting documents/photos
- Open a HACCP deviation if food safety is involved
The forms are structured around root cause analysis, the implementation of corrective and preventive actions, and the evaluation of their effectiveness. In the most serious cases, a meeting is held to identify the root cause, assess the risk, and establish an action plan. This process may include laboratory analyses, review of records, and analysis of surveillance footage.
Product placed on hold will only be released if it is deemed compliant with food safety and quality standards following the risk assessment.
All production holds are tracked within a shared execution plan monitored jointly by the Production and Quality teams.
Treatment of finished products
Product disposition depends on the incident and the root cause analysis. The steps for handling held products based on the type of non-conformance are outlined in Table 2: Post-Hold Treatment Steps.
Destruction of products
When the risk assessment determines that contamination cannot be effectively treated (e.g., broken scoring blades, contamination with hard plastic, or metal particles below the detection limit), the products are destroyed. Held pallets are assigned status “R” in X3, and the Quality team completes the product destruction form. Bread and dough are disposed of in the compactor, while bags and cartons are collected and discarded in designated waste bins.
Release of held products
Only the Quality Control team is authorized to release a product on QC hold in the inventory management system (Sage X3). Once the product is released, the HACCP Coordinator/SQF Practitioner or the Quality Assurance Director notifies the relevant stakeholders and completes the follow-up and product disposition details in the deviation form within the Paperless system.
2.3 Non-Conforming Equipment or Measuring Devices
- When an equipment is judged non-compliant during production:
- Place the equipment on hold following procedure QUA-PR-45.
- Physically isolate and identify.
- Maintenance or supplier intervention.
- Following the intervention, validation by Quality is required before restart.
2.4 Non-Conforming Work Environment
When a non-conformance is caused by potential contamination of the production environment (e.g., accumulation of dirt, spills, poor sanitary conditions, defective ventilation, etc.):
- Production is stopped in the affected area.
- All products exposed during the identified period are placed on hold.
- Intervention de l’équipe de sanitation, ou de la maintenance si la non-conformité est liée à l’état des installations (ex. : bris d’un panneau, fuite, etc.).
- Intervention by the Sanitation team, or Maintenance if the non-conformance is related to facility conditions (e.g., broken panel, leak, etc.).
- A risk assessment is conducted to determine the disposition of the affected product.
2.5 Customer Complaints / Recall
Customer complaints are received by email by the Sales team and forwarded to the Quality team. If information required for the analysis is missing, a request is sent to the customer. Once all traceability information has been collected, the Quality team conducts an investigation to identify the root cause of the non-conformance and determine whether it is attributable to Boulart or to other parties. Once the root cause is identified, the Quality team ensures that the incident is contained and that no other products are affected. An official response is then provided to the customer, including the root cause and the corrective and preventive actions implemented.
If a recall is required, procedure QUA-PR-F-02 (Recall Procedure) details the steps and recall classifications.
2.6 Continuous Improvement
As part of its continuous improvement approach, Boulart is committed to analyzing and correcting any non-conformance or incident in an effective and sustainable manner.
Recurring non-conformances and incidents are subject to root cause analysis to identify and eliminate the source of the problem, thereby preventing recurrence.
Corrective and preventive actions are then defined, implemented, and monitored to ensure their effectiveness.
In addition, a suggestion box is made available to all employees to encourage active participation in improving food safety, quality, and operational efficiency practices. The suggestion box is managed by Human Resources, who share any relevant items with the Quality Assurance Director. Each suggestion is evaluated by the latter and, when deemed relevant, is incorporated into continuous improvement actions.
Table 1: Retention codes
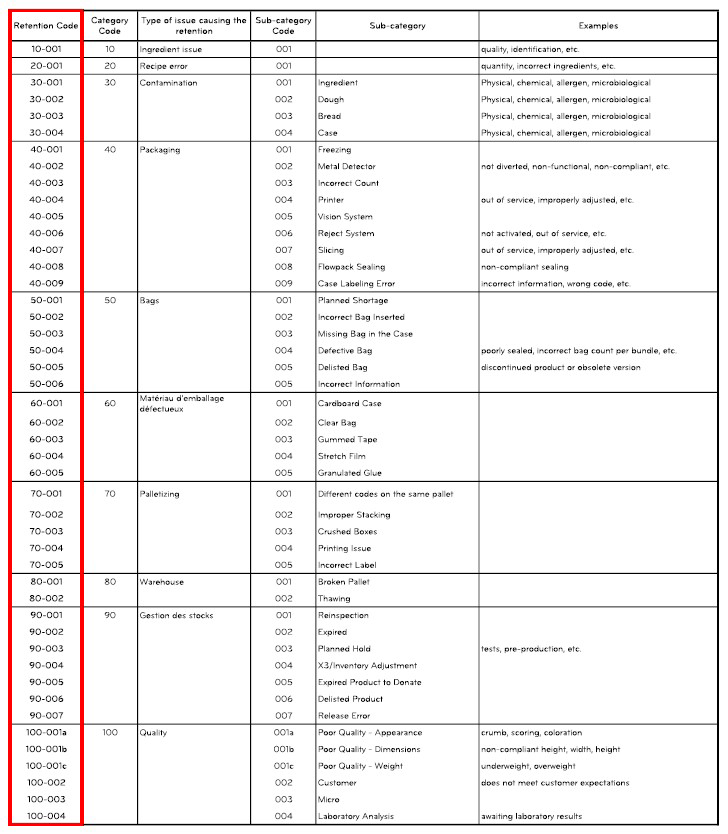
Table 2: Post-hold Treatment Steps (Summary)
Metal detector failure (CCP) | Block all products back to the last compliant test and re-run the cases through a functional metal detector. Use the dry program on case metal detector. |
Detectable metal contamination | Run the cases through the metal detector. Use the dry program on the case metal detector. |
Underweight | Weight individually, discard any unit below the minimal declared weight. Re-pack by adding compliant units of the same batch to complete the count. |
Missing bags | Add bags. |
Incorrect count | Recount each case and adjust the count. |
Non-compliant case print | Replace the cases with new compliant ones. |
Slicing defects | Inspect two columns of the pallet: – If non-conforming bread represents less than 10%, release the pallet. – Otherwise, sort all cases to remove non-conforming bread and complete the cases with compliant products. |
Seal defects | Inspect two columns of the pallet. |
Deformed bread | Inspect two columns of the pallet: – If non-conforming bread represents less than 10%, release the pallet. – Otherwise, sort all cases to remove non-conforming bread and complete the cases with compliant products. |
Identification of a contamination window | In the case of multiple pallets on hold, perform checks on the first pallet, a middle pallet, and the last pallet. If the verification allows the affected window to be reduced, repeat the process until the correct window and all impacted pallets are identified. Then proceed with verification based on the reason for the hold. |
End-of-life pallet check | Inspect two cases at the center and bottom levels of the pallet. |