Assurance qualité
Procédure de gestion des incidents et des non-conformités
Date de modification 26 septembre 2025
But : L’objectif de cette procédure est de définir les étapes de détection, de traitement, de documentation et de suivi des non-conformités et incidents chez Boulart. Elle vise à garantir la sécurité des aliments, le respect des exigences réglementaires, ainsi que la satisfaction des clients. Elle s’assure également que tout produit non conforme ou suspect (matières premières, produits en cours de fabrication, produits finis) soit immédiatement mis en retenue, évalué rigoureusement, et traité avant toute utilisation ou distribution.
Qui : VP opérations, directeur de production, superviseurs de production, gestionnaire des stocks, superviseur emballage, chefs d’équipe emballage, employés des départements de logistique, maintenance et qualité.
- Champ d’application : Cette procédure s’applique à tous les départements de l’usine et couvre :
- Les matières premières non-conformes
- Les non-conformités de produits semi finis détectées sur les lignes de production à la suite d’un incident de production (contamination physique, chimique, biologique ou d’allergène / qualité client).
- Les produits finis non-conformes
- Les équipements et environnement de travail non-conformes
- Les réclamations client / rappel
1. Prévention des incidents et non-conformité
Boulart met en oeuvre des mesures préventives pour réduire les risques de non-conformités et d’incidents pouvant compromettre la salubrité, la qualité ou la conformité règlementaire de ses produits.
1.1 Formation et sensibilisation du personnel
A l’embauche les employés suivent toutes les formations nécessaires sur la prévention des contamination et incidents dépendant de leurs postes de travail (QUA-PR-D-01 programme de formation). Un rappel est fait à chaque année.
1.2 Contrôles préventifs
Des contrôles préventifs des équipements sont en place pour prévenir l’usure et les bris mécaniques. Les fréquences sont définies selon l’historique de l’usine, le risque et les caractéristiques de l’équipement. Les matières premières sont vérifiées à la réception selon des critères définis et les paramètres de production sont surveillés en temps réel et vérifiés : CCP, programmes préalables, etc.
1.3 Audit interne et externe
Chaque département de l’usine fait l’objet d’un audit interne complet selon le plan annuel. Cet audit est réalisé par un auditeur formé n’appartenant pas à ce dit-département.
1.4 Veille règlementaire
Afin de prévenir les non-conformités d’ordre réglementaire, une veille réglementaire active et structurée est mise en place au sein du service qualité. Cette veille permet d’assurer une conformité continue aux exigences légales, normatives et aux attentes des clients et organismes de certification.
Moyens mis en place :
- Formation continue de l’équipe qualité
- Participation régulière à des formations spécialisées (salubrité alimentaire, étiquetage, allergènes, exigences SQF, HACCP, etc.).
- Suivi des mises à jour des normes GFSI (ex. : SQF, BRCGS), de la réglementation canadienne (CFIA) et internationale (FDA, Codex, etc.).
- Abonnement aux sources officielles d’information L’équipe qualité est abonnée à plusieurs newsletters et alertes réglementaires émanant de : SQF Institute, CFIA (Agence canadienne d’inspection des aliments), Santé Canada, FDA (pour les exportations), NSF International et autres sources pertinentes.
2. Gestion des non-conformités et incidents
En dépit des contrôles préventifs, des incidents pouvant affecter la conformité du produit peuvent survenir en cours de production : équipement brisé, contamination par l’environnement de travail, contamination par le personnel, erreur de recette, de format ou d’emballage, échec d’un test du détecteur de métal, etc. Des non-conformités peuvent aussi être identifiées lors d’un audit interne ou externe ou d’une vérification de routine.
2.1 Les matières premières et matériaux d’emballage non-conformes
Toutes les matières premières et matériaux d’emballage sont inspectés à la réception selon des critères définis basés sur les spécifications produites et renseignés dans le document Paperless QUA-FO-B-06 Évaluation des ingrédients à la réception. Les matières jugées non-conformes selon ces spécifications sont mis en retenue, identifiées avec une étiquette de retenue rouge et retournées au fournisseur ou détruites. Pour garantir la traçabilité, toutes les réceptions sont enregistrées sur X3 et validées par le coordonnateur HACCP.
2.2 Les non-conformités de produits semi finis ou produits finis
Le superviseur de production a la responsabilité d’aviser rapidement tout le personnel concerné lorsqu’un incident susceptible d’affecter le produit survient durant la production.
- Aviser verbalement un électromécanicien si une intervention de la maintenance est requise.
- Aviser verbalement la technicienne contrôle qualité.
- Aviser verbalement le chef d’équipe à l’emballage si une surveillance particulière du produit fini est requise.
La première réaction à un incident est d’identifier l’impact sur les produits, la fenêtre de production concernée en vue de la mettre en retenue. En même temps, une intervention des équipes de maintenance, sanitation ou production est demandée pour remettre les lignes en conformité. L’aval de l’équipe Qualité est nécessaire pour relancer la production. Ensuite, une analyse de risque est réalisée pour évaluer le danger et prendre une décision sur le devenir de la production concernée.
Dans le cas d’un bris d’équipement, l’équipe de maintenance a la responsabilité de réparer rapidement le bris pour minimiser les pertes éventuelles de produit. Les électromécaniciens doivent chercher et récupérer toute pièce d’équipement manquante susceptible de contaminer le produit. S’il reste des morceaux manquants, ils doivent fournir une description détaillée à l’équipe de direction pour réaliser une analyse de risques.
Mise en retenue :
Le département de contrôle qualité a la responsabilité de mettre le produit en retenue dans le système de gestion de l’inventaire (Sage X3). Les codes de retenue sont détaillés dans le Tableau 1 : Codes de retenue. Le personnel de gestion ainsi que toute autre personne pouvant être concernée par l’incident doit être avisé par courriel via le Rapport Qualité. La superviseur HACCP /SQF practitioner et/ou son substitut a la responsabilité de créer un écart « Retenue de produits » dans le système Paperless et de documenter l’incident. À noter : aucun écart n’est requis pour les retenues automatiques (statut QP).
Il est de la responsabilité du département logistique/expédition d’isoler le produit dans la zone de quarantaine prévue à cet effet. Si le produit est déjà placé dans les rangs au moment de la retenue, la quarantaine se fait d’abord informatiquement et sera faite physiquement lorsque possible. À noter qu’il est impossible de prendre une palette en retenue pour une commande, elle est protégée dans le système.
Sur Paperless :
- Ouvrir un écart « Retenue de produits » et y inclure toutes les informations disponibles dans le Rapport Qualité reçu.
- Compléter chaque section du formulaire d’écart et y joindre tout document pertinent (incluant des photos s’il y a lieu).
- Pour les incidents touchant la sécurité alimentaire, ouvrir un écart HACCP.
Les formulaires sont structurés autour de l’analyse des causes, des actions correctives et préventives à mettre en oeuvre, ainsi que de l’évaluation de l’efficacité de ces actions. Dans les cas les plus graves, une réunion est tenue pour identifier la cause profonde, évaluer le risque et établir un plan d’action. Cette démarche peut inclure des analyses de laboratoire, l’examen des registres, ou encore l’analyse d’images de surveillance.
Le produit en retenue sera relâché seulement s’il est jugé conforme aux normes de sécurité et de qualité alimentaire à la suite de l’analyse de risque.
Toutes les retenues de production sont suivies dans un plan d’exécution commun suivi par la production et l’équipe Qualité.
Traitement de produits finis
Le traitement des produits dépend de l’incident et de l’analyse de cause profonde. Les étapes de traitement des retenues selon la non-conformité sont énoncées dans le Tableau 2 : Étapes de traitement après retenue.
Destruction de produits semi-finis ou finis
Quand l’analyse de risque donne comme résultat une contamination sans possibilité de traitement (lames de scarification brisées, contamination par du plastique dur ou des particules métalliques inférieures à la limite de détection), les produits sont détruits. Les palettes en retenue sont mises en statut R sur X3 ; l’équipe qualité rempli la fiche de destruction de produit. Les pains et la pâte sont mis dans le compacteur, les sacs et les cartons sont récupérés pour les jeter dans les poubelles dédiées.
Libération d’un produit en retenue
Seule l’équipe de contrôle qualité a l’autorisation de relâcher un produit en retenue QC dans le système de gestion des inventaires (Sage X3). Une fois que le produit est libéré, la coordonnatrice HACCP/SQF practitioner ou la directrice assurance qualité informe les personnes concernées et complète les informations concernant le suivi et la disposition du produit dans le formulaire d’écart dans le logiciel Paperless.
2.3 Les équipements ou appareils de mesure non-conformes
- Lorsqu’un équipement est jugé non-conforme à la production :
- Mise en retenue de l’équipement ou appareil selon QUA-PR-45 procédure de retenue des équipements.
- Isolement physique de l’appareil si possible et identification visuelle.
- Intervention de la maintenance ou du fournisseur de l’équipement.
- Après intervention, validation qualité requise avant toute reprise de la production.
2.4 Environnement de travail non-conforme
Lorsqu’une non-conformité est causée par une contamination potentielle de l’environnement de production (accumulation de saleté, déversement, mauvaise condition sanitaire, ventilation défectueuse, etc.) :
- Interruption de la production dans la zone affectée.
- Mise en retenue de tous les produits exposés pendant la période identifiée.
- Intervention de l’équipe de sanitation, ou de la maintenance si la non-conformité est liée à l’état des installations (ex. : bris d’un panneau, fuite, etc.).
- Une vérification par l’équipe Qualité est exigée après le nettoyage ou la réparation pour valider que les conditions de production sont de nouveau conformes.
- Une analyse de risque est réalisée pour statuer sur le devenir du produit affecté.
2.5 Les réclamations client / rappel
Les plaintes clients sont reçues par mail par l’équipe des ventes qui le transmet à l’équipe Qualité. Si des informations sont manquantes pour l’analyse, une demande est faite au client. Quand toutes les informations nécessaires à la traçabilité sont recueillies, l’équipe Qualité mène une investigation pour identifier la cause profonde de la non-conformité et identifier si cette non-conformité incombe à l’entreprise Boulart ou d’autres parties prenantes. Quand la cause profonde est identifiée, l’équipe Qualité s’assure que l’incident est isolé et que d’autres produits ne sont pas concernés. Ensuite, une réponse officielle est faite au client avec la cause profonde et les mesures correctives et préventives prises.
Si un rappel est nécessaire, la procédure QUA-PR-F-02 Procédure de rappel détaille les étapes et les classes de rappel.
2.6 Amélioration continue
Dans une optique d’amélioration continue, Boulart s’engage à analyser et à corriger toute non-conformité ou tout incident de manière efficace et durable. Les non-conformités et incidents récurrents font l’objet d’une analyse de la cause profonde afin d’identifier et d’éliminer la source du problème, et d’ainsi prévenir leur réapparition.
Des actions correctives et préventives sont ensuite définies, mises en oeuvre et suivies pour s’assurer de leur efficacité.
Par ailleurs, une boîte à suggestions est mise à la disposition de tous les employés, afin de favoriser la participation active du personnel à l’amélioration des pratiques de sécurité alimentaire, de qualité et d’efficacité opérationnelle. La boîte à suggestions est contrôlée par les ressources humaines qui partagent avec la directrice assurance qualité les points touchant se rapportant à son département. La suggestion est évaluée par cette dernière et, lorsqu’elle est pertinente, est intégrée dans les actions d’amélioration continue.
Tableau 1 : Codes de retenue
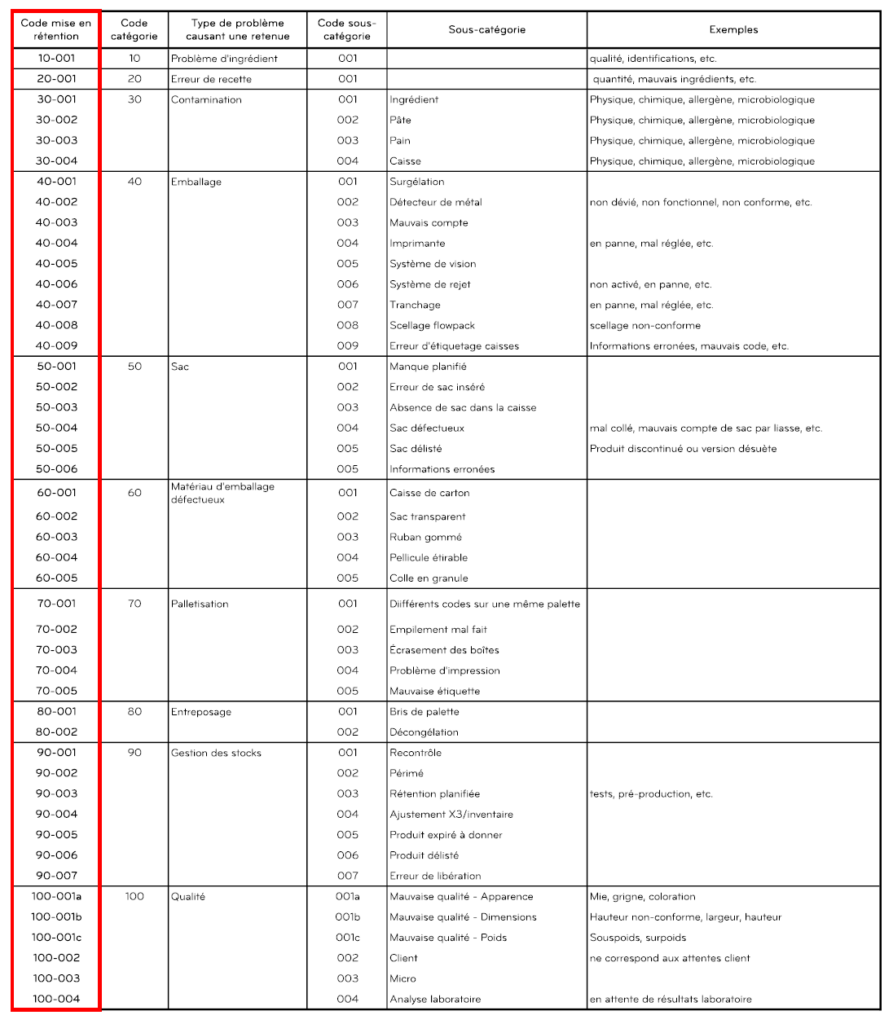
Tableau 2 : Étapes de traitement après retenue
Test DDM pain non-conforme (CCP) | Bloquer depuis le dernier test conforme et repasser les caisses au DDM caisse avec le programme sec. |
Contamination physique du pain par du métal de taille détectable | Passer les boites au DDM caisse avec le programme sec. |
Sous-poids des pains / caisse | Peser chaque pain – Si le poids du pain est inférieur au poids limite inférieur, le jeter. – Si le poids du pain est supérieur ou égale au poids limite inférieur, le garder. – Compléter les boites avec des pains conformes. |
Sacs manquants | Ajouter des sacs. |
Compte de pain incorrect | Recompter chaque caisse. Compléter les boites avec des pains jusqu’à atteindre le nombre. |
Impression de caisse non-conforme | Changer les caisses pour des nouvelles conformes. |
Tranchage non conforme | Vérifier deux colonnes de la palette : – Si les pains non-conformes sont inférieurs à 10% libérer la palette – Sinon faire le tri de toutes les caisses pour éliminer les pains non-conformes et compléter les boites par des pains conformes. |
Scellage de flowpack non-conforme | Vérifier deux colonnes de palette. |
Pains déformés | Vérifier deux colonnes de la palette : – Si les pains non-conformes sont inférieurs à 10% libérer la palette – Sinon, faire le tri de toutes les caisses pour éliminer les non-conformes et compléter par des pains conformes. |
Identification d’une fenêtre de contamination | Dans le cas de plusieurs palettes bloquées, faire les vérifications sur la première, la palette du milieu et la dernière. Si la vérification permet de diminuer la fenêtre, refaire la même chose jusqu’à identifier la bonne fenêtre et toutes les palettes concernées. Passer à la vérification selon la raison de la retenue. |
Vérification de l’état physique des pains d’une palette en fin de vie | Vérifier deux caisses au niveau du centre et du bas de la palette. |