Assurance qualité
Procédure de gestion des matières étrangères
Date de modification 1 avril 2026
Les matières étrangères peuvent provenir de l’extérieur de l’usine (exemple: la vermine, les intrants, les matériaux d’emballage) mais aussi de l’intérieur de l’usine (exemple: la rouille, peinture, pièces d’équipement).
But : Réduire au minimum le risque de contamination du produit par des matières étrangères.
Qui : Tous les employés
Comment :
1-Tamis à farine
Des tamis sont installés aux entrées et aux sorties des silos de farine. Ces tamis sont changés et nettoyés selon une fréquence définie dans le programme d’entretien préventif supporté par le logiciel de maintenance Interal. Le bon de travail préventif qui est généré par Interal précise qu’une inspection des tamis doit être faite et que la présence de toute matière étrangère doit être signalée au contrôle qualité.
2-Tapis de convoyeur
Tous les tapis des convoyeurs de l’usine sont inspectés une fois par semaine par le (la) technicien (ne) au contrôle de la qualité et ils sont documentés au niveau du formulaire QUA-FO-C-07. Lorsque l’état d’un tapis présente un risque direct de contamination du produit, la production est arrêtée afin que le tapis soit changé si nécessaire. Le tapis peut aussi être taillé ou brûlé au fer chaud.
L’incident est documenté à l’aide du formulaire d’écart dans le logiciel qualité Paperless, et/ou faire un rapport qualité.
Si l’état d’un tapis est insatisfaisant mais qu’il ne présente pas de risque de contaminer le produit par des matières étrangères, une demande de travail est faite dans Interal et une évaluation est faite par l’assurance qualité, en collaboration avec le superviseur de la maintenance. Le tout est documenté au niveau de formulaire d’écart Paperless, et/ou faire un rapport qualité.
3-Métal
Tous les produits sont contrôlés par un détecteur de métal avant la mise en boîte. Les limites, procédures de surveillance, de rectification et les dossiers sont détaillées dans la formule #10 du plan HACCP.
Les lames de scarification sont inspectées à chaque heure par l’opératrice Contrôle qualité selon le formulaire QUA-FO-C-08. Elles ne sont pas détectables au détecteur de métal lorsqu’elles sont fragmentées. La surveillance de l’intégrité des lames est donc considérée comme un point de contrôle critique dans le plan HACCP. Les limites, procédures de surveillance, de rectification et les dossiers sont détaillées dans la formule #10 du plan HACCP.
Seuls les exactos avec lame non-cassable sont autorisés dans l’usine. Les lames sécables sont interdites dans l’usine. Les agrafes de métal, agrafeuses et les trombones sont interdits dans l’usine.
Il est interdit de déposer les outils directement au-dessus des équipements. S’il y a risque qu’un écrou ou une vis tombe sur les produits lors d’interventions de la maintenance, l’équipement doit être recouvert.
L’usage des bacs de travail bleus lors de toute intervention par les employés de maintenance est obligatoire. Les employés doivent aviser leur superviseur quand ils constatent un écrou et/ou vis manquant sur un équipement.
4-Filtres à eau
Un filtre est installé à l’entrée d’eau de l’usine. Ce filtre est inspecté selon une fréquence définie dans le programme d’entretien préventif supporté par Interal.
5-Bois
Les outils en bois sont interdits dans l’usine à l’exception des palettes et des brosses à mâchoires.
Gestion des brosses à mâchoires
Une brosse à mâchoires à la fois est présente à la mezzanine de l’emballage. Elle sert à nettoyer les mâchoires de la Bosch et de l’Arty pack. Elle est accessible exclusivement à l’équipe qualité dans la distributrice Fastenal.
Inspections
- Qui : Le(a) technicien(ne) contrôle de la qualité.
- Fréquence : Une fois par quart, le contrôle est fait pendant l’inspection opérationnelle en temps réel.
- Comment : Inspection visuelle de la brosse, le manche et les dents de la brosse doivent être intacts, en bon état et pas abimés par les mâchoires chaudes de la Bosch ou de l’Arty pack. En cas de non-conformité, retirer et jeter la brosse usée, donner une autre brosse au responsable de la mezzanine et le mentionner en commentaires.
- Dossier : Formulaires électroniques QUA-FO-D-02
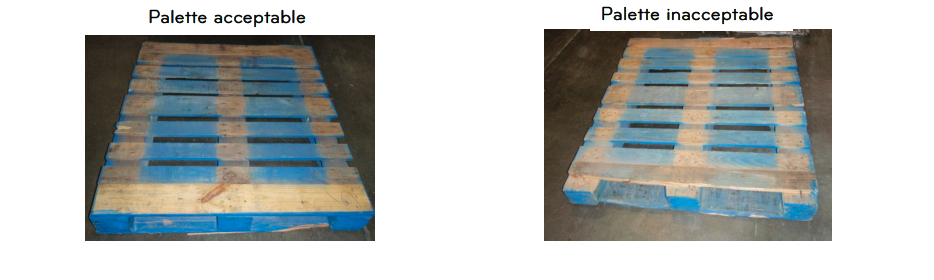
Gestion des palettes
Toutes les palettes brisées sont placées dans la zone d’expédition loin de la zone à risque. Les palettes bleues brisées sont retournées à la firme <Chep> qui nous les livre. Les autres palettes brisées sont jetées dans le conteneur à ordures situé près de la porte d’entrée des camionneurs.
Les palettes bleues servant à la livraison des produits finis sont inspectées avant l’expédition. Les palettes sur lesquelles sont livrés les intrants sont inspectées à leur réception par le responsable de la réception. Seules les palettes de bois jugées conformes peuvent être acheminées au robot palettiseur par les caristes ou les chefs d’équipe à l’emballage ayant reçu la formation nécessaire pour la conduite de chariots élévateurs.
Au maximum 4 palettes en bois sont autorisées à la fois dans la salle Boulangerie.
Expédition
Le responsable de l’expédition effectue une inspection visuelle de chaque palette lors de la préparation d’une commande pour veiller à ce que les produits finis soient placés correctement sur la palette et que l’état de la palette ne cause aucun risque pour les produits (aucun clou ou morceau de bois surélevé) Les résultats de l’inspection sont notés dans la feuille de contrôle Expédition des produits et sur X3.
En cas de non-conformité, la palette est retirée et déposée dans la zone d’expédition. Si la palette nécessite une réparation légère exemple clou surélevé, un électromécanicien en est avisé pour la réparation. Si la palette nécessite une réparation majeure, le responsable de l’expédition évalue la situation et décide soit de la retourner chez le fournisseur de palette ou de la jeter dans le conteneur d’ordure à l’extérieur. Les résultats de l’inspection sont notés dans la feuille de contrôle Expédition des produits et un avis sera fait au QC (rapport qualité).
6- Plastique rigide/verre
Les items en plastique rigide et verre qui sont sur ou au-dessus d’une ligne de production de produit exposé sont inspectés hebdomadairement.
Les items en plastique rigide et verre qui ne sont pas près ni au-dessus d’un produit exposé seront inspectés mensuellement.
La marche à suivre en cas de bris de verre et plastique est détaillée dans la procédure QUA-PR-28.
Inspections
- Qui : Le(a) technicien(ne) contrôle de la qualité.
- Fréquence : À toutes les semaines de production pour l’inspection hebdomadaire et à tous les mois pour l’inspection mensuelle.
- Comment : Les inspections hebdomadaires et mensuelles des items en verre et plastique dur sont faites à l’aide des formulaires électroniques intégrés au système Paperless et planifiés aux fréquences établies. Inspecter visuellement tous les équipements et structures qui contiennent du plastique dur et/ou du verre en s’assurant que tous ces équipements et structures soient en bon état, qu’il n’y a aucun bris, fissure ou morceau manquant. En cas de non-conformité, faire une demande de travail ou retirer l’équipement en question et compléter un formulaire d’écart dans le système Paperless.
- Dossier : Formulaires électroniques QUA-FO-C-15
Tous les luminaires dans les zones de production, d’ingrédients, d’emballages et de produit exposé doivent être protégés contre l’éclatement. Les dispositifs doivent être maintenus intacts et en bon état afin de prévenir tout risque de contamination physique par verre ou plastique cassable. Il n’y a aucun changement de couvre néon ni de néon pendant les opérations.
Aucun objet en verre n’est autorisé dans l’usine sauf le thermomètre en verre ou à mercure qui peut être dans le bureau CQ barré.
7-Ustensiles en plastique rigide/outils de travail
Les ustensiles en plastique rigide utilisés en production sont inspectés une fois par mois par le(a) technicien(ne) contrôle qualité et ils sont documentés au niveau du formulaire QUA-FO-C-03.
Aucune tablette (pour les feuilles de contrôle) en carton ni en plastique rigide. Seules les tablettes détectables et celles en métal sont acceptées.
Les gants de plastique utilisés par les employés de sanitation pour le nettoyage des drains sont noirs afin de les distinguer dans les produits. Les gants jetables en plastique bleu sont interdits aux employés travaillant dans la zone de production car ils représentent un risque trop élevé de contamination par des corps étrangers.
Les stylos permis dans l’usine sont de type détectable. Les articles de bureau avec capuchon ou morceaux qui se dévissent sont strictement interdits dans l’usine.
8-Pansements
Les pansements utilisés dans l’usine sont bleus pour la visibilité. Ils sont détectables au détecteur de métal.
9-Insecte/vermine
Présence de filtres pour le système de ventilation afin d’éviter l’entrée d’insectes (voir programme d’entretien préventif).
10-Corde, tape, post-it
L’utilisation des cordes, tapes et post-it sur les équipements est interdite. Le respect de cette pratique est contrôlé quotidiennement lors de l’inspection opérationnelle en temps réel par le(a) technicien(ne) contrôle qualité.
Aucune réparation temporaire n’est permise (tape, sac, manchon, carton, etc.)
Formation des employés
Les employés de production sont formés et encouragés à communiquer tout bris d’équipement, pièce manquante d’équipement ou toute situation où il y aurait possibilité de contamination du produit par des matières étrangères.
Une inspection quotidienne est également effectuée par le(a) technicien(ne) contrôle de la qualité pour prévenir toute situation de contamination du produit par des matières étrangères (QUA-FO-D-02).
Mesures Correctives
Advenant une situation qui présente un risque de contamination du produit par des matières étrangères, une analyse de risque sera effectuée et documentée dans un formulaire d’écart de Paperless.